Accueil » Têtes de mesure et palpeurs pour machines de mesure 3D
Têtes de mesure et palpeurs pour machines de mesure 3D
Accéssoires de métrologie de précision
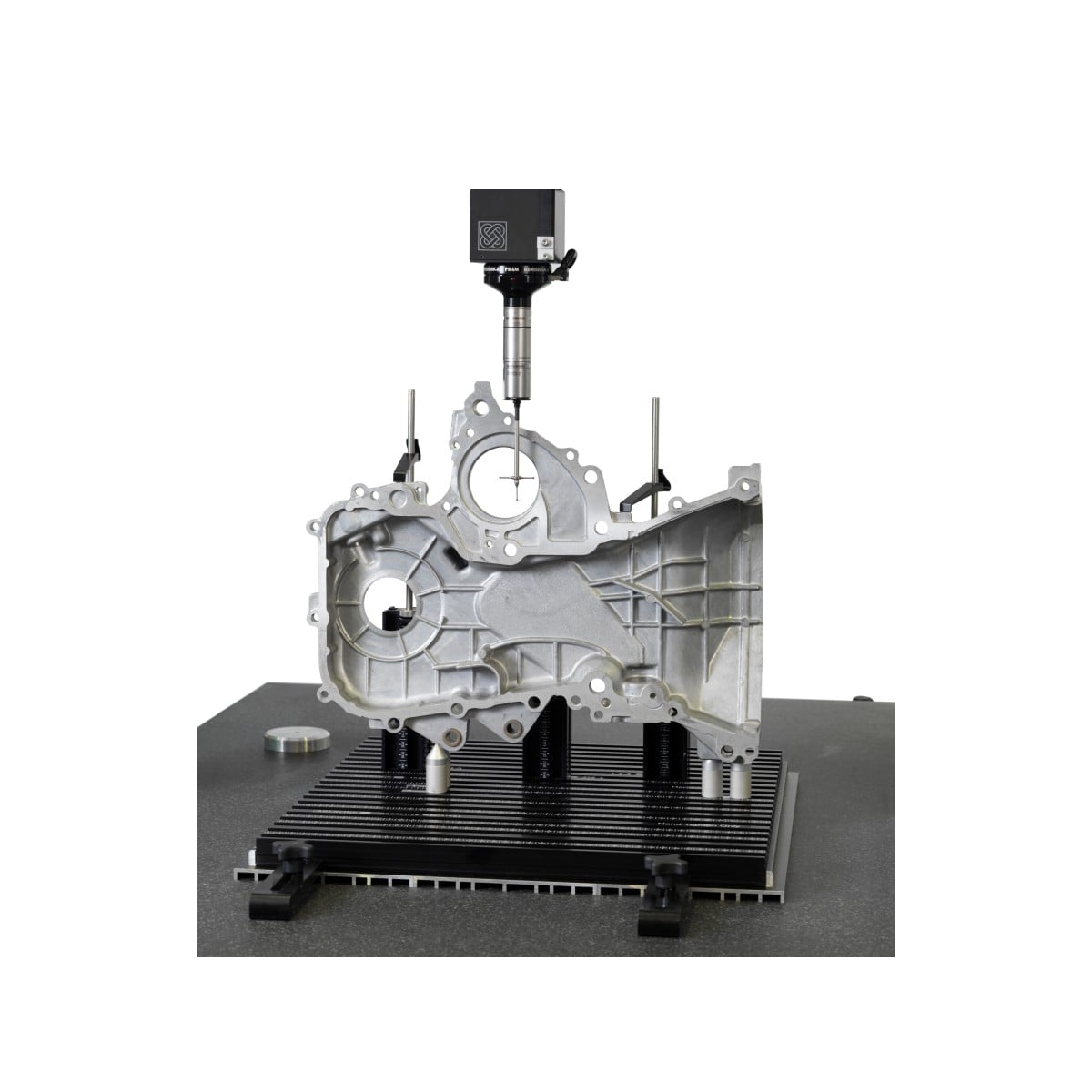
Les machines à mesurer BATY et ABERLINK sont toutes équipées d’un palpeur de mesure Renishaw.
C’est le palpeur de mesure qui est en contact avec la surface de la pièce contrôlée.
C’est donc lui qui assure en premier lieu la précision des relevés. Il est donc très important que son état soit en permanence vérifié.

Pourquoi utiliser un palpeur Renishaw ?
Le palpeur de contrôle Renishaw permet de définir une pièce avant l’usinage et de contrôler les dimensions d’entités sur la machine/
Définition de la pièce avant usinage
Grâce au palpage, les montages et réglages manuels deviennent inutiles, permettant in fine de diminuer les coûts.
Contrôle des dimensions d’entités sur la machine
Les palpeurs de broches et ceux montés sur tourelles peuvent aussi intervenir dans les mesures en cours de cycle et lors des premiers contrôles après usinage. Le processus gagne alors en praticité.
À l’inverse, les mesures manuelles dépendent des compétences de l’opérateur ou d’un transfert de pièces à une MMT.
Palpeurs des mesure et racks Renishaw
Renishaw a inventé il y a près de 40 ans le palpeur de mesure à déclenchement. Avant cela les palpeurs étaient rigides et leur flexion engendrait des erreurs de mesure importantes.

palpeur renishaw TP20
Le TP20 est un système de palpage à déclenchement.
Constitué d’un corps, vissé à la tête de palpage et d’un module porte stylet détachable et repositionnable de manière répétable grâce à un accouplement magnétique de précision.
Ce dispositif en deux parties permet le changement en cours de mesure du stylet sans avoir avec le calibrer.
Ce changement peut être automatisé avec le rack portes modules MCR20.

palpeur renishaw TP200
Le TP200 est un palpeur intégrant une jauge de contrainte qui lui permet une fois son stylet en contact, de prendre le point.
Il est plus précis que le TP20 accepte grâce à sa technologie des stylets plus long, jusqu’à 100 mm.
Il est constitué également d’un corps vissé sur la tête de palpage et d’un module détachable, repositionnable et répétable grâce à un accouplement magnétique de précision.
Ces deux parties permettent de changer de stylet en cours de mesure sans avoir avec le recalibrer.
Ce changement peut être automatisé avec le rack portes modules SCR200.

Module de scanning SP25M
Le SP25M intègre une technologie spécifique qui lui permet de prendre des points sur une surface en restant en permanence au contact avec celle-ci.
Il peut enregistrer de nombreux points, avec une très grande précision, ce qui est primordial pour scanner une surface gauche.
Ce module se monte sur les tètes PH10M et PH6M avec des stylet M3 qui peuvent aller jusqu’à 400 mm de long.
Têtes de mesure Renishaw
L’ensemble des machines tridimensionnelles proposées par BATY France sont équipées en standard de têtes de mesure Renishaw ® et en option d’une caméra.

TP8
La tète TP8 offre une solution d’entrée de gamme pour les utilisateurs qui inclinent rarement leur palpeur et qui ne doivent pas l’incliner pendant un programme.
La TP8 peut s’orienter à l’infini mais sa position n’est pas répétable.
Cela signifie qu’à chaque changement il faudra étalonner le stylet sur la sphère de référence machine.
Elle accueille des stylets M3.

MH20i
La MH20i est indexable manuellement de 0° à 90° en A et 360 ° en B.
Elle est indexée tous les 15 °et de façon répétable.
Idéale sur les machines manuelles elle peut aussi s’installer sur des machines CN, mais elle nécessitera toujours l’intervention de l’opérateur pour l’incliner quand nécessaire.
Elle utilise des modules TP20 et stylets M2.

RTP20
La RTP20 est la solution la plus économique pour les utilisateurs qui ont besoin d’une indexation automatique sur leur MMT CN.
Sur une base de MH20i, elle utilise les déplacements de la machine pour s’autopositionner à l’aide d’une barre d’indexage montée à demeure sur la machine. Elle offre les mèmes possibilités d’indexage que la MH20i.
Elle est compatible avec le Rack MCR20, qui permet le changement automatique de module TP20 en cours de programme.

PH10T
La PH10T est entièrement motorisée.
Elle s’incline de 0° à 105°en A et tourne sur 360°en B, avec une incrémentation de 7.5 °.
Cette tète est à utiliser lorsque de nombreux changements de position sont nécessaires.
Elle s’utilise avec les modules TP20, le rack MCR20, ou les modules TP200 et le rack SCR200.

PH10M
La PH10M a les mêmes caractéristiques que la PH10T.
La tète M intègre en plus un système de connexion multi palpeur, lui permettant d’accueillir non seulement les modules TP20 et TP200 et surtout le module de scanning en continu SP25M.
Cette tète est à préférer au modèle T si vous envisagez une évolution dans vos besoins de mesure et surtout le scanning.

PH6M
La PH6M est une tète fixe non inclinable destinée à accueillir le module de scanning SP25M.

PH20
La PH20 intègre la plus récente des technologies 5 Axes. Elle offre un nombre infini de positions d’indexations jusqu’à 120 ° d’angle.
Contrairement aux tètes à déclenchement qui utilisent les déplacements de la machine pour venir toucher la surface pièce, la PH20 par ses seuls mouvements prend les points.
Cette méthode augmente la vitesse de mesure et diminue fortement les temps de contrôle.
Elle utilise les modules TP 20 et stylets M2.
Réponses à vos questions
Pour mesurer la dimension géométrique d’une pièce manufacturée il est nécessaire de relever à sa surface ses points caractéristiques.
Les palpeurs de mesure sont des capteurs tactiles ou sans contact, qui enregistrent les coordonnées XY et Z de ces points
Le palpeur contact, dont le modèle le plus connu est le module TP20 de Renishaw, adresse un signal au logiciel de mesure dès qu’il entre en contact physique avec la surface de la pièce.
Le logiciel de mesure 3D de la machine sur laquelle il est monté, enregistre chacune des positions XYZ de ces points de contact par rapport au zéro machine et construit par calcul les surfaces pièce, géométriques ou gauches.
Le capteur laser.
Le capteur laser envoie son faisceau sur la pièce. Ce faisceau rebondit sur la surface et retourne vers le capteur. Le laser est équipé d’une mini caméra qui observe le retour du signal et qui suivant sa forme et son temps de retour détermine la position des points de surface scannés, dans le référentiel machine.
Le logiciel de mesure 3D de la machine, enregistre les milliers de points captés et les utilise pour reconstruire par calcul les surfaces pièce, géométriques ou gauches.
Le capteur caméra.
La caméra restitue l’image des surfaces pièces contrôlées. Cette image est rendue nette par le logiciel machine 3D qui focalise avec grande précision sur la surface en déplaçant l’axe Z portant la caméra. La distance de netteté entre la surface et la caméra est toujours la même.
Lorsque la machine fait sa netteté, le logiciel enregistre la position XYZ de chaque point.
Suivant l’état de surface ou la rugosité de la surface, les éléments enregistrés seront le reflet de la réalité.
Une caméra numérique haute résolution ou un laser ne font qu’observer l’image d’une surface, qui peut, suivant les conditions d’éclairage, varier fortement.
Pour être certain que l’on restitue au mieux la réalité d’une surface, il est nécessaire d’avoir une pièce étalon dont on connaît les dimensions et qui dans l’idéal possède les mêmes caractéristiques de surface que la pièce à contrôler.
On règle la sensibilité du capteur en mesurant l’étalon et en faisant en sorte qu’il indique la dimension exacte de celui-ci.
Clairement les capteurs sans contact sont moins précis que les capteurs tactiles, puisqu’ils délivrent une valeur relative, en fonction de leur étalonnage.
Les stylets à bille sont généralement montés sur une tête de mesure Renishaw.
Pour les calibrer, l’opérateur mesure une sphère étalon de haute précision dont le diamètre a été contrôlé en laboratoire.
Le logiciel machine enregistre la position du centre ville à chaque déclenchement du capteur.
L’addition de chacun des points permet de calculer au micron la position du palpeur dans l’espace de mesure de la machine.
L’aéronautique, l’automobile et l’industrie de l’armement sont les plus grands utilisateurs de capteurs.
En effet, le besoin de précision dimensionnelle est très élevé dans ces secteurs. Chaque pièce produite est critique, si elle dysfonctionne cela peut engendrer un accident aérien ou routier.
Clairement les capteurs de haute précision, utilisés sur MMT, bras de Mesure, laser tracker ou simple colonne de mesure sur un axe, sont indispensables pour évaluer la conformité de la production.
Les résultats de mesure réalisés à l’aide de capteurs sont peu influencés par l’opérateur qui les utilise.
Renishaw a inventé au début des années 70 le palpeur à déclenchement.
Il permet d’enregistrer très précisément la position de la machine 3D lors du contact avec la surface de la pièce. Ce palpeur simple et robuste équipait l’ensemble des têtes de mesure Renishaw, elles-mêmes montées sur la majorité des MMT actuelles.
Toute notre gamme de machines à mesurer ABERLINK et BATY est équipée de ces capteurs de mesure 3D.

Remplissez le formulaire ci-dessous et recevez votre documentation par mail sous 24 heures
Conformément à la réglementation RGPD, vos données ne seront jamais transmises à des tiers ni utilisées dans d’autre cadre que celui de nos échanges concernant les services proposés par Baty France
Découvrez notre sélection d'accessoires de métrologie de précision


Une solution simple et puissante
Logiciel Aberlink 3D Mk4
Son interface entièrement graphique permet aux utilisateurs de visualiser sous forme de dessins les cercles, droites, rayons, plans et autres entités palpées.
– Correction auto du décalage d’outil
– Automatisation des séquences d’inspection
– Rapports, tolérances, export vers MES/QA (selon configuration)
– Interface intuitive → appropriation rapide des équipes atelier